Until recently, everyone who wanted to run THC function in his plasma cutter had to buy external THC module and connect it to a motion controller through „THC Up”, „THC Down” and „THC On” digital signals. Today there are few THC devices on the market, they work fine and their installation doesn’t cause any problems.
However customers very often ask if we can recommend some THC device that is compatible with CSMIO/IP motion controller. Our answer to solve our customers’ problems, save their time and – what’s the most important – money – is the “THC Analog” function available in plugin. This function replaces an external THC controller very well and is integrated with Mach3 software. There’s actually no difference for a machinist whether he uses the “THC Analog” function or the original THC function from Mach3 with an external THC device.
I’d just like to clarify that a little bit for people less familiar with the topic that „THC Analog” function task is to compare voltages of two selected analog inputs of CSMIO/IP controller during plasma cutter operation. Depending on the comparison result the function decides to rise the Z axis up or down so a plasma torch keeps optimal high over a part.
I. Basic signals for „THC Analog” function.
„THC Analog” function work generally based on two analog 0-10V inputs and one digital 24V input and output of CSMIO/IP motion controller.
1. The first analog 0-10V input is to connect analog signal of plasma cutter aggregate. The signal reflects current voltage of an electric arc. To have this function working with high sensitivity and precision the analog 0-10V signal of a plasma aggregate must oscillate in a wide range of the 0-10V voltage.
WARNING!!!
The analog 0-10V signal coming from a plasma cutter aggregate must be properly filtered and protected against overvoltage so the voltage on an analog 0-10V input of a CSMIO/IP motion controller won’t exceed 10V.
It’s strictly forbidden to connect electric arc voltage of a plasma torch to the analog 0-10V inputs of CSMIO controller neither directly nor through a resistor divider.
Failure to comply with the above warnings may cause CSMIO/IP motion controller damage and loss of warranty.
2. The second analog 0-10V is to connect a potentiometer to set a torch high over the part. The potentiometer should be placed on an operator panel in an easily accessible place so that you can quickly make a correction.
3. Digital 24V input serves for „THC On” signal connection. The „THC On” signal confirms presence of an electric arc of the plasma torch.
4. Digital 24V output serves for “Cutting” signal connection. The “Cutting” signal is activated by M3 command and its task is to enable the electric arc of the plasma torch.
II. Additional signals for „THC Analog” function.
As you already know the „THC Analog” function uses two analog signals for Z axis position determining so using another digital signals “THC Up” and „THC Down” might seem unnecessary. However we used these signals for possible connection of two buttons which will let us for taking temporary control over “THC Analog” function working.. This way we can rise the torch up or down for example to prevent a collision. After one of the buttons will be released the “THC Analog” function sets the torch at the high set by a potentiometer.
III. „THC Analog” function description.
“Swap Up/Down” – it allows for Z axis direction change if analog signal of a plasma aggregate gets reversed values (0V is 10V and 10V is 0V).
“Potentiometer input” – here you should verify to which CSMIO/IP 0-10V analog input was the potentiometer connected.
“Plasma input” – here you should verify to which CSMIO/IP 0-10V analog input was an analog signal of a plasma cutter aggregate connected.
“Deadband”- this parameter is a hysteresis value for an analog signal of a plasma cutter aggregate. The Z axis doesn’t make any moves within the hysteresis. This parameter is used to extend life of the Z axis drive train.
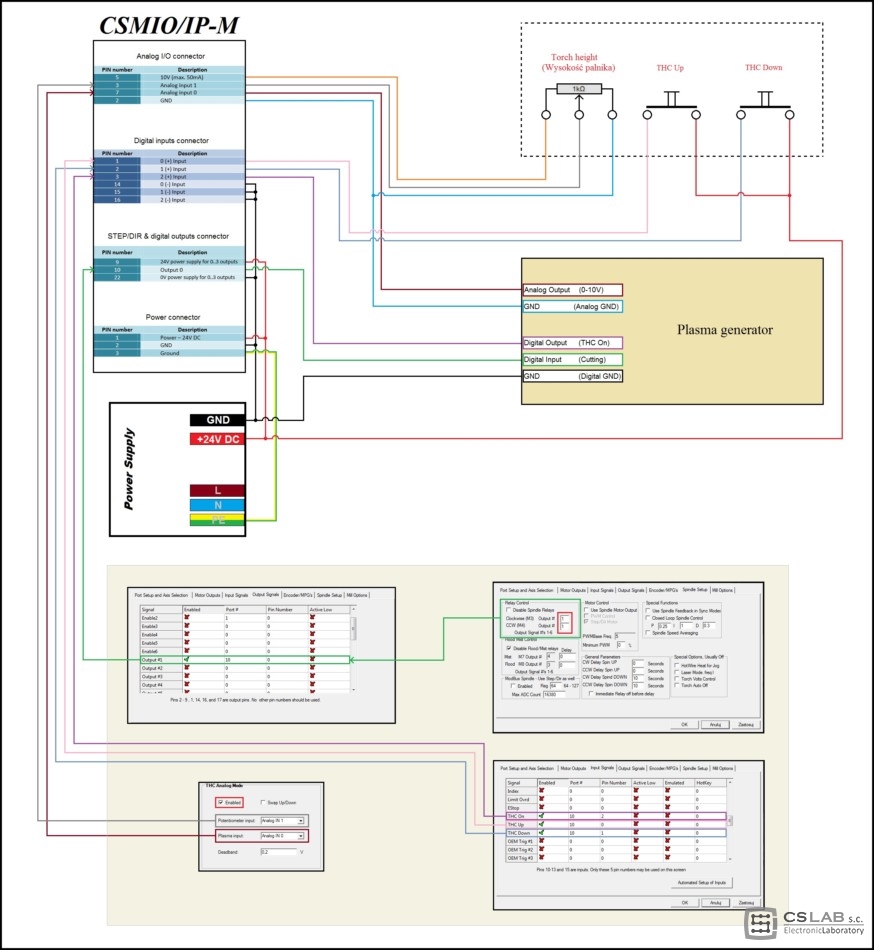
IV. Electrical installation. Mach3 and plugin configuration.
![]() Open PDF file with larger drawing details
Open PDF file with larger drawing details
Click on the picture to enlarge >>
WARNING!!!
If you use “THC Analog” function you shouldn’t enable “Allow THC UP/DOWN Control” option. This option causes permanent control of the torch high what is not allowed if you use “THC Analog” function.
V. Initial settings of a potentiometer.
After you finished the electrical connection, Mach3 and plugin configuration as shown in the previous picture it’s recommended to initially set the CNC plasma cutter potentiometer for torch set high over material. We need to do it so the „THC Analog” function during first run (before a machine operator will be able to properly correct high of the torch with the potentiometer) won’t rise the torch too high or too low what may cause electric arc extinguishing or a collision of the torch and a material (part).
To initially set the torch high potentiometer:
- In a manual mode set the torch at a high that allows for correct cutting.
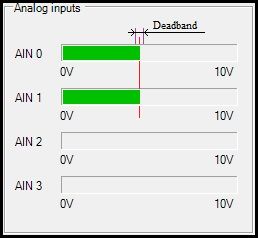
- Open „PlugIn Control\CSMIO_IP plugin\Analog IO” window
- Start sample gcode cutting with the THC function in Mach3 disabled.
- Equalize voltage on analog inputs with the potentiometer as shown in the picture below.
We recommend to less experienced operators to repeat this procedure also when the material thickness or cutting speed change drastically as it has direct influence on plasma torch electronic arc voltage and this way also on the „THC Analog” function.
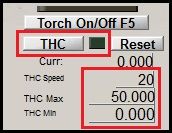
VI. Final settings
The last activities we need to do to have the „THC Analog” function ready to work are THC option activation and configuration of „THC speed” , „THC Max”, „THC Min” values on the main panel of Mach3 software.
VII. The first cut with „THC Analog” function use.
Now we only need to load a previously prepared gcode and press „Cycle Start” button.
At M3 command in the gcode – Mach3 stops and activates “Cutting” signal (plasma torch electric arc activation) and waits for „THC On” signal (the electric arc of the plasma torch presence confirmation). After the „THC On” signal appears -Mach3 resumes the work and „THC Analog” function sets the high set by torch high potentiometer.
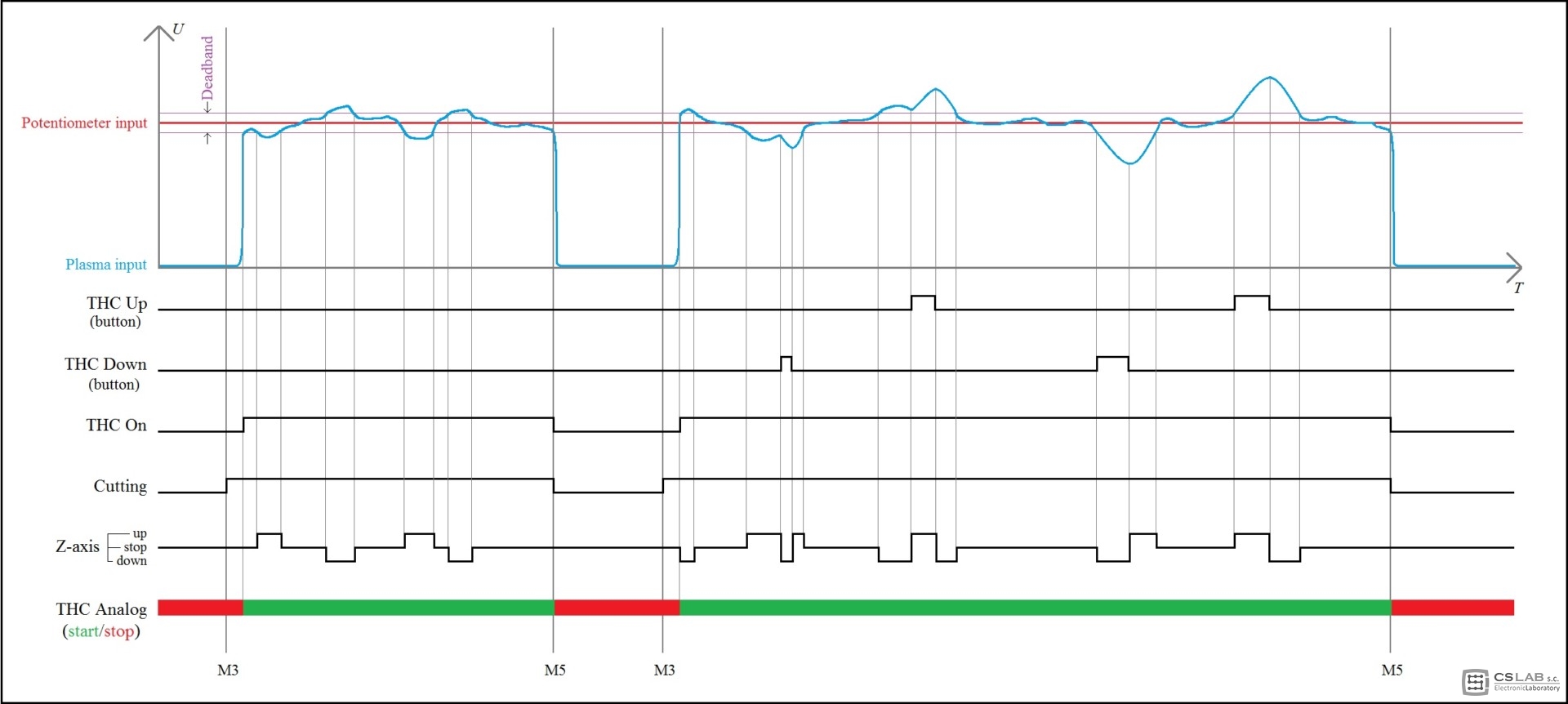
VIII. „THC Analog” function algorithm.
Click on the picture to enlarge >>