Hi,
First, update simCNC to the latest version 3.500, or even to version 3.501 Beta.
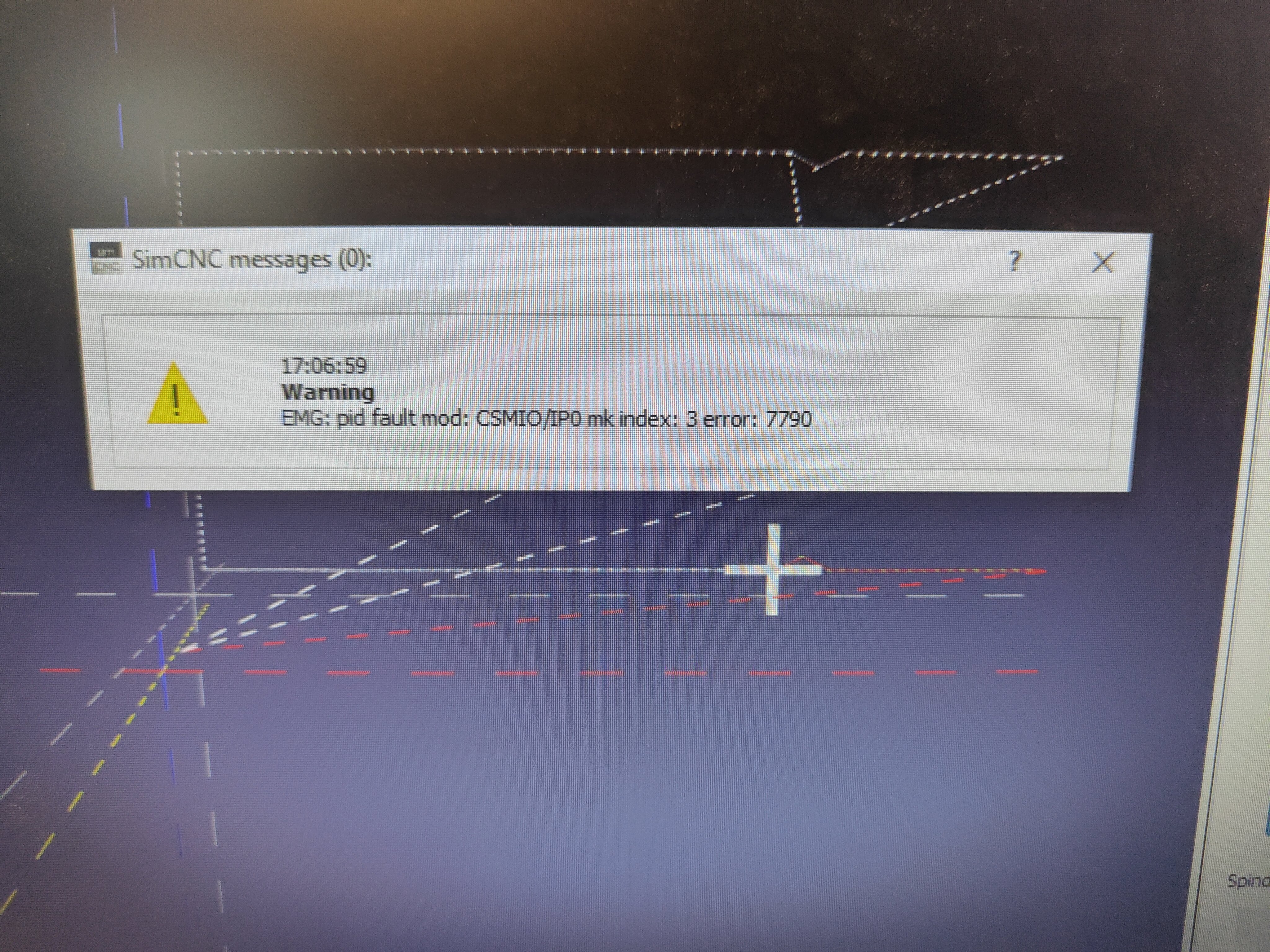
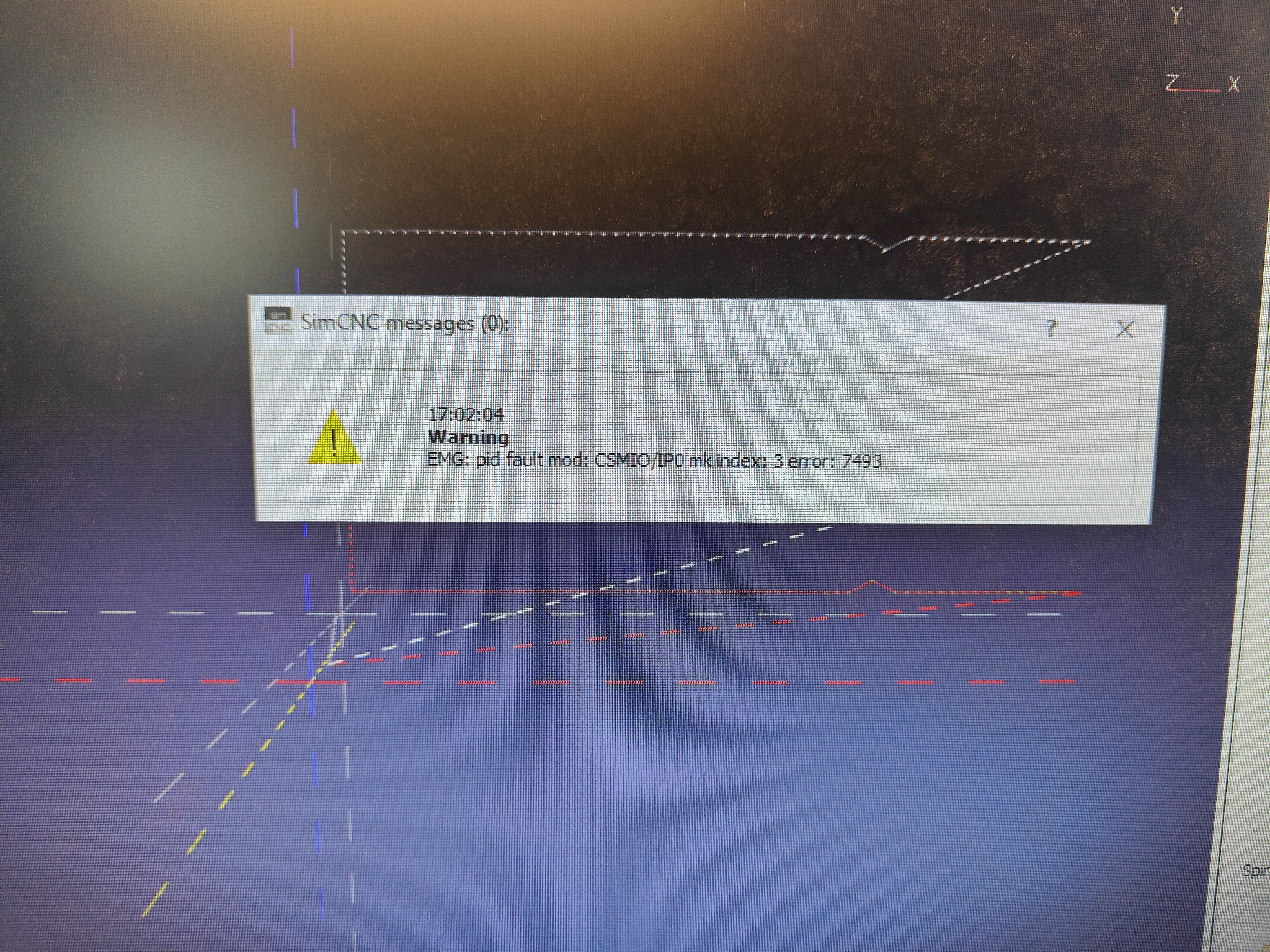
If the E-PID error persists, you will need to send me:
- gcode during which the E-PID error shows up
- simCNC profile exported to a file (go to "Configuration" / "Change Profile", then click once on your profile name and select "Export")
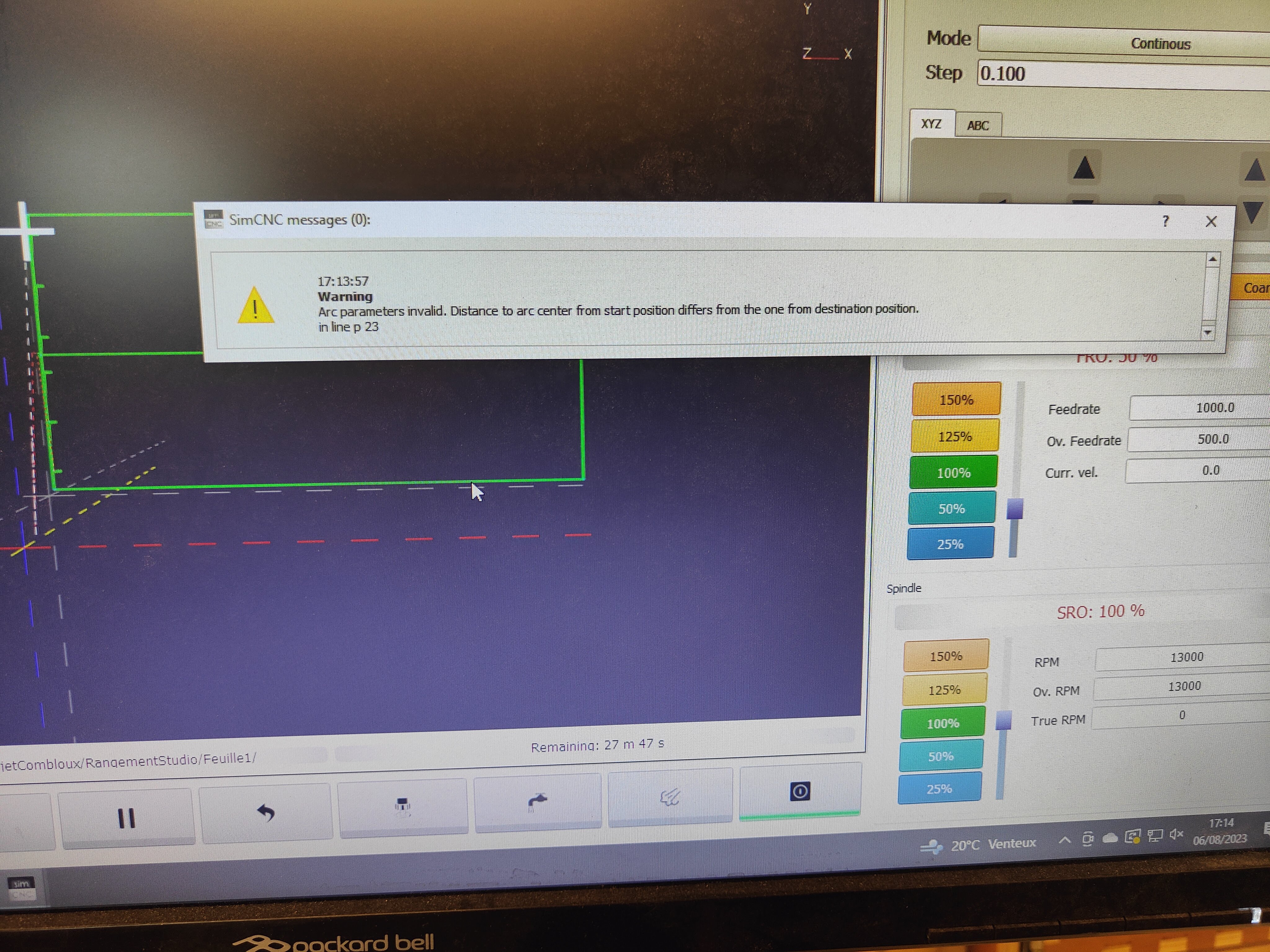
You have to eliminate the problem with arcs on the CAM software side.
Regards,
Wojtek
Hi,
First, update simCNC to the latest version 3.500, or even to version 3.501 Beta.
If the E-PID error persists, you will need to send me:
- gcode during which the E-PID error shows up
- simCNC profile exported to a file (go to "Configuration" / "Change Profile", then click once on your profile name and select "Export")
You have to eliminate the problem with arcs on the CAM software side.
Regards,
Wojtek