




CS-Lab Support Forum for CNC Community
Help to run this brand-new forum and stay with us.
Ask your questions, we are here to help!
Getting startet: Axis configuration, signal testing
Quote from Thorsten Ostermann on 16 January 2024, 18:51Hi,
I just received my 3 month trial licence to get started with a CSMIO/IP-A and SimCNC. Target is to prepare a retrofit of a winding machine for carbin fibre application.
I've tested the existing analog servodrives by applying an analog voltage reference signal externaly. The motor runs depending on the voltage level as expected. Encoder output signal can be monitored in SimCNC. So far, so good.
Now I need to check the output signals for reference voltage and enable, as well as the scalings of output voltage and encoder input. Is there any menu to just generate test signals or manipulate the I/Os manually? As soon as I try to move/jog the axis, I run into an error. I assume this is a lag distance error caused by improper settings.
Side question: Although "German" was set as the GUI language from the installer, all menus seem to be in English. Not a big deal for me, but the end users may run into trouble. Is the translation that incomplete?
Best Regards
Thorsten Ostermann, mechapro GmbH
Hi,
I just received my 3 month trial licence to get started with a CSMIO/IP-A and SimCNC. Target is to prepare a retrofit of a winding machine for carbin fibre application.
I've tested the existing analog servodrives by applying an analog voltage reference signal externaly. The motor runs depending on the voltage level as expected. Encoder output signal can be monitored in SimCNC. So far, so good.
Now I need to check the output signals for reference voltage and enable, as well as the scalings of output voltage and encoder input. Is there any menu to just generate test signals or manipulate the I/Os manually? As soon as I try to move/jog the axis, I run into an error. I assume this is a lag distance error caused by improper settings.
Side question: Although "German" was set as the GUI language from the installer, all menus seem to be in English. Not a big deal for me, but the end users may run into trouble. Is the translation that incomplete?
Best Regards
Thorsten Ostermann, mechapro GmbH
Quote from erwan on 16 January 2024, 22:41be sure to clike "Ingor soft limits" top left to jog axis (when homing havent been done yet)
To Test I/Os manually see image (if that the question) 😉
be sure to clike "Ingor soft limits" top left to jog axis (when homing havent been done yet)
To Test I/Os manually see image (if that the question) 😉
Uploaded files: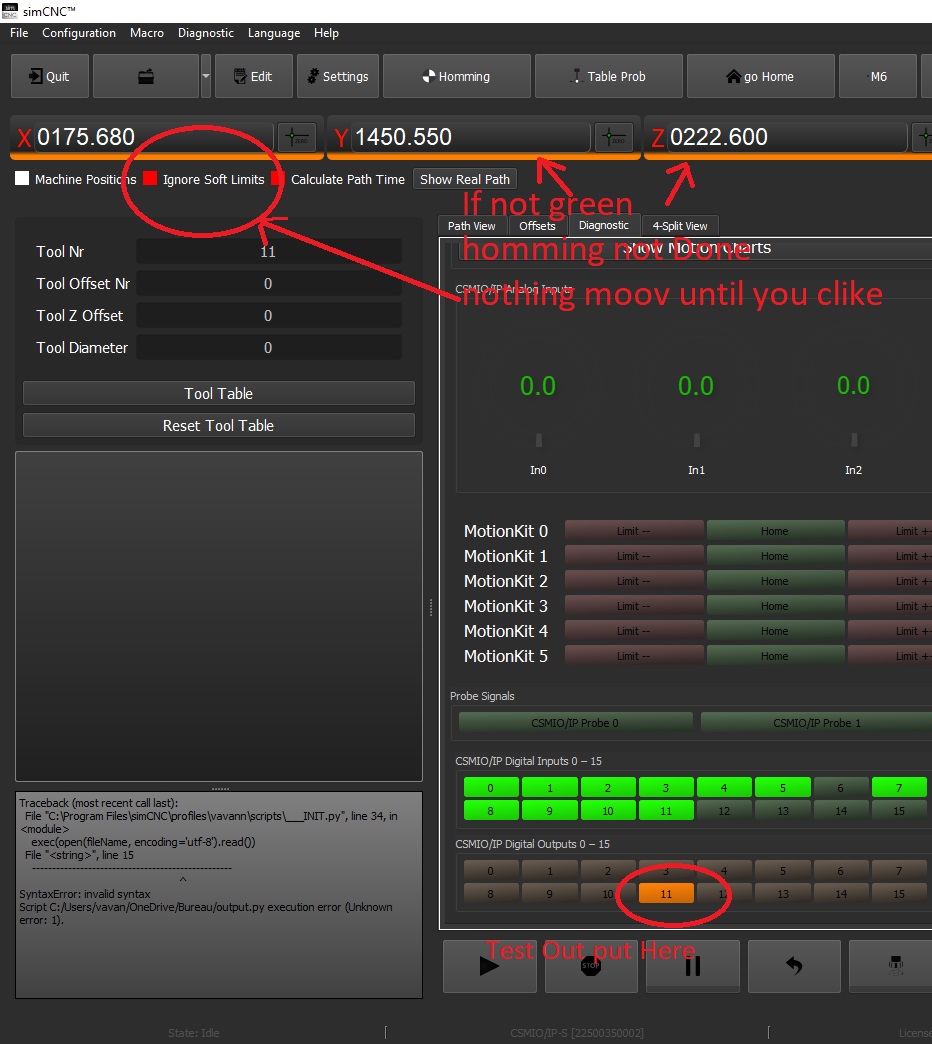
Quote from Thorsten Ostermann on 17 January 2024, 19:32Thanks. I still get different errors. The control loop is open at the moment, a Vref analog output is not yet connected to the servo. So there must be a lag error after a while. Is there any way to manipulate this analog speed reference signal? I would like to set it to 1V and check the speed of the drive displayed in SimCNC.
Where do I set all the axis specific settings like e.g. 10V = 3000 RPM, one revolution of the motor makes a displacement of 20mm and so on? I only found one setting for the encoder input and of course the PID settings. But I need to set the scaling of the analog output somewhere?
Another error seems to be related to the path to python. For some reason this is not set to the right loaction. Do I need to execute SimCNC with admin rights?
Best Regards
Thorsten
Thanks. I still get different errors. The control loop is open at the moment, a Vref analog output is not yet connected to the servo. So there must be a lag error after a while. Is there any way to manipulate this analog speed reference signal? I would like to set it to 1V and check the speed of the drive displayed in SimCNC.
Where do I set all the axis specific settings like e.g. 10V = 3000 RPM, one revolution of the motor makes a displacement of 20mm and so on? I only found one setting for the encoder input and of course the PID settings. But I need to set the scaling of the analog output somewhere?
Another error seems to be related to the path to python. For some reason this is not set to the right loaction. Do I need to execute SimCNC with admin rights?
Best Regards
Thorsten
Uploaded files: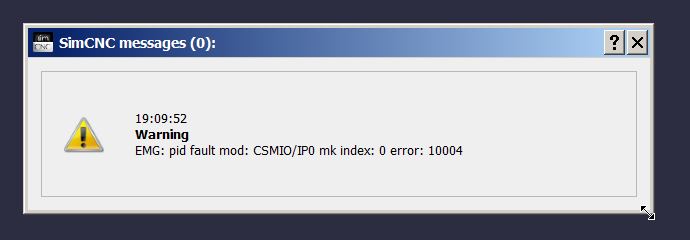
Quote from CS-Lab Support on 18 January 2024, 07:52Quote from Thorsten Ostermann on 17 January 2024, 19:32>>> Now I need to check the output signals for reference voltage and enable, as well as the scalings of output voltage and encoder input.The +/-10V analog signal can only be scaled in the servo drive. The standard is 3000RPM/6V (500RPM/1V), where 3000RPM is the nominal nominal speed.
If your drive has a nominal speed of 2000RPM, the analog input should be scaled to 2000RPM/6V (333.(3)RPM/1V). The encoder signal can be scaled by the electronic gear in the servo drive.
This procedure is carried out, for example, in the case of DELTA drives where the encoder has a massive number of pulses per revolution, and it should be reduced to about 40,000 pulses per revolution.
Then all that remains is to calculate the number of pulses per 1 mm for the simCNC configuration.
>>> Is there any menu to just generate test signals or manipulate the I/Os manually?
You have a bad approach to the topic; don't complicate the situation where it is not required. Manually controlling the analog output is dangerous and, therefore, not possible. The point is that your reaction time is too long to stop the +/-10V servo drive. Therefore, when starting +/-10V drives, you should leave the control of the situation to the position PID regulator. If something goes wrong, it will stop the entire machine immediately.
>>> As soon as I try to move/jog the axis, I run into an error. I assume this is a lag distance error caused by improper settings.
If you are trying to move the axis, have you done automatic tuning of the position PID regulator in CSMIO/IP-A? If you have not done this, it is natural that the controller will report a position error (too large a difference between the set position and the actual position).
You also need to know that before tuning the position PID regulator in CSMIO/IP-A, you must tune the velocity PID regulator in the servo drive.
All tests should also be carried out when a servo motor is mounted on a machine and not on a table.
>>> Side question: Although "German" was set as the GUI language from the installer, all menus seem to be in English.
>> Not a big deal for me, but the end users may run into trouble. Is the translation that incomplete?
1) The photo below shows where the simCNC configuration language changes:
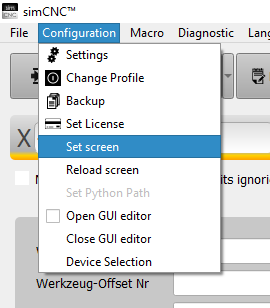
2) The photo below shows where the GUI changes (there are several GUIs, each supporting a different language):
Regards,
Quote from Thorsten Ostermann on 17 January 2024, 19:32
>>> Now I need to check the output signals for reference voltage and enable, as well as the scalings of output voltage and encoder input.
The +/-10V analog signal can only be scaled in the servo drive. The standard is 3000RPM/6V (500RPM/1V), where 3000RPM is the nominal nominal speed.
If your drive has a nominal speed of 2000RPM, the analog input should be scaled to 2000RPM/6V (333.(3)RPM/1V). The encoder signal can be scaled by the electronic gear in the servo drive.
This procedure is carried out, for example, in the case of DELTA drives where the encoder has a massive number of pulses per revolution, and it should be reduced to about 40,000 pulses per revolution.
Then all that remains is to calculate the number of pulses per 1 mm for the simCNC configuration.
>>> Is there any menu to just generate test signals or manipulate the I/Os manually?
You have a bad approach to the topic; don't complicate the situation where it is not required. Manually controlling the analog output is dangerous and, therefore, not possible. The point is that your reaction time is too long to stop the +/-10V servo drive. Therefore, when starting +/-10V drives, you should leave the control of the situation to the position PID regulator. If something goes wrong, it will stop the entire machine immediately.
>>> As soon as I try to move/jog the axis, I run into an error. I assume this is a lag distance error caused by improper settings.
If you are trying to move the axis, have you done automatic tuning of the position PID regulator in CSMIO/IP-A? If you have not done this, it is natural that the controller will report a position error (too large a difference between the set position and the actual position).
You also need to know that before tuning the position PID regulator in CSMIO/IP-A, you must tune the velocity PID regulator in the servo drive.
All tests should also be carried out when a servo motor is mounted on a machine and not on a table.
>>> Side question: Although "German" was set as the GUI language from the installer, all menus seem to be in English.
>> Not a big deal for me, but the end users may run into trouble. Is the translation that incomplete?
1) The photo below shows where the simCNC configuration language changes:
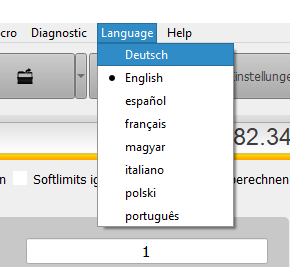
2) The photo below shows where the GUI changes (there are several GUIs, each supporting a different language):
Regards,
Quote from Thorsten Ostermann on 8 February 2024, 07:59Sorry for the late feedback. I was off-sick for a few days and wasn’t able to follow up on this topic.
I need to check if the analogue set value can be scaled in the servo drive. But even if not, a wrong scaling will only result in a different scaling of the controller settings. Anyway, I prefer to have the correct scalings and like to use SI units whenever possible. The hint with the auto tuning was very helpful. Doing this, I’m now able to control the drive as expected.
I have a lot of experience with Siemens and Beckhoff drives and controls, as well as with small BLDC drives. Any time I work with a new controller for the first time, I start my work with a motor on the desk in my lab, not connected to a real machine. From my experience, this is the safest way to play around with new items. Of course I will need to do the auto tuning again once switching to drives connected to a real machine.
Changing the SimCNC configuration language still has no effect. No matter what I choose there, the menus and error messages are displayed in English. I wasn’t aware that the selection of the GUI also has an influence to the language used in the GUI area. Good to know. Any idea why the configuration language cannot be changed as expected?
Sorry for the late feedback. I was off-sick for a few days and wasn’t able to follow up on this topic.
I need to check if the analogue set value can be scaled in the servo drive. But even if not, a wrong scaling will only result in a different scaling of the controller settings. Anyway, I prefer to have the correct scalings and like to use SI units whenever possible. The hint with the auto tuning was very helpful. Doing this, I’m now able to control the drive as expected.
I have a lot of experience with Siemens and Beckhoff drives and controls, as well as with small BLDC drives. Any time I work with a new controller for the first time, I start my work with a motor on the desk in my lab, not connected to a real machine. From my experience, this is the safest way to play around with new items. Of course I will need to do the auto tuning again once switching to drives connected to a real machine.
Changing the SimCNC configuration language still has no effect. No matter what I choose there, the menus and error messages are displayed in English. I wasn’t aware that the selection of the GUI also has an influence to the language used in the GUI area. Good to know. Any idea why the configuration language cannot be changed as expected?
Quote from CS-Lab Support on 9 February 2024, 12:53Hello.
If you are testing the drive on a table, keep in mind that you will need to re-tune the PID speed and position controller (in that order) after installing it in the machine.
Some error messages are only in English.
Regards,
Wojtek
Hello.
If you are testing the drive on a table, keep in mind that you will need to re-tune the PID speed and position controller (in that order) after installing it in the machine.
Some error messages are only in English.
Regards,
Wojtek
PARTNERS:

USA

Germany
![]()
Slovenia / Bosnia

Spain

South Africa
The Netherlands
![]()
Portugal

Greece
![]()
Hungary

Bulgaria
![]()
Kenya

Egypt

China

Serbia

Italy

Denmark

Finland

