




CS-Lab Support Forum for CNC Community
Help to run this brand-new forum and stay with us.
Ask your questions, we are here to help!
Question about setting module engine tuning IPA
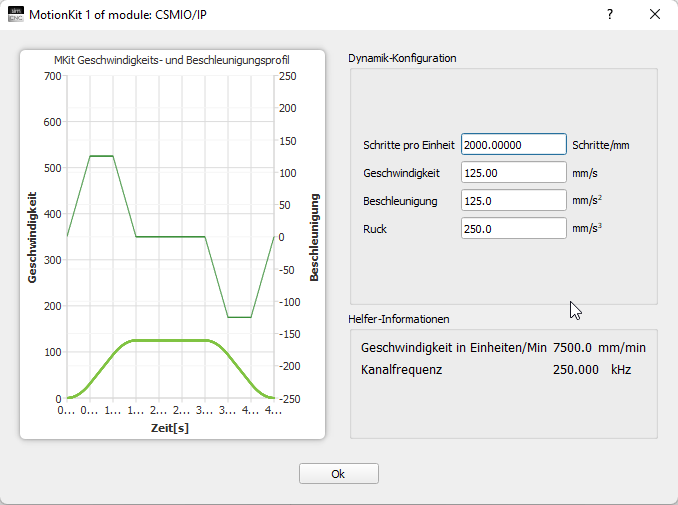
Quote from Josef on 31 December 2023, 17:55Hello, I have equipped my milling machine with an IPA control and glass scales. The scales are connected directly to the IPA with a resolution of 0.0005mm. A distance of 2.5mm is covered per revolution of the servo motor of each axis. The maximum engine speed is 1500 1/min. Can someone tell me whether the settings as shown in the picture are correct? Whenever I go to Park or Move to Zero I get an error that says the target steps and the actual steps differ by about 500 steps.
Thank you
Hello, I have equipped my milling machine with an IPA control and glass scales. The scales are connected directly to the IPA with a resolution of 0.0005mm. A distance of 2.5mm is covered per revolution of the servo motor of each axis. The maximum engine speed is 1500 1/min. Can someone tell me whether the settings as shown in the picture are correct? Whenever I go to Park or Move to Zero I get an error that says the target steps and the actual steps differ by about 500 steps.
Thank you
Quote from Toecutter on 1 January 2024, 08:10Sind die Endstufen an sich richtig Parametriert? Und ganz wichtig, erst ein autotunig durchführen bzw die Endstufen manuell einstellen so das Steifigkeit gegeben ist und vor allem der schleppfehler möglichst klein ist, fann erst das Autotunig in der Software durchführen. Dein Problem sieht nach zu großem Schleppfehler aus. Du kannst zum Testen einmal versuchen die Toleranz von 500 auf 1000 zu setzten, wenn es dann geht, muss dein schleppfehler kleiner werden.
Die Auflösung der GMS sollten 0.005mm und nicht 0.0005mm sein.
Gruß René
Sind die Endstufen an sich richtig Parametriert? Und ganz wichtig, erst ein autotunig durchführen bzw die Endstufen manuell einstellen so das Steifigkeit gegeben ist und vor allem der schleppfehler möglichst klein ist, fann erst das Autotunig in der Software durchführen. Dein Problem sieht nach zu großem Schleppfehler aus. Du kannst zum Testen einmal versuchen die Toleranz von 500 auf 1000 zu setzten, wenn es dann geht, muss dein schleppfehler kleiner werden.
Die Auflösung der GMS sollten 0.005mm und nicht 0.0005mm sein.
Gruß René
Quote from Josef on 1 January 2024, 13:34Hallo, gutes neues Jahr und danke für die schnelle Rückmeldung.
die GMS haben tatsächlich ein halbes tausendstel.
Bei den Servo Endstufen bin tatsächlich nicht sicher ob ich die richtig eingestellt habe. Ich verwende hier die AASD China Endstufen und hab eigentlich keine Ahnung wie man das macht. ich hab nach der relativ schlechten Englischen Anleitung die F Funktionen durchgearbeitet. Vielleicht kann mir hier noch jemand eine Anleitung schreiben wie des genau gemacht werden muss.
Die Servos fahren auch immer ein knappes grad hin und her sobald ich die Maschine im SIMCNC starte. bin mir nicht sicher ob das so sein soll.
Achja, wie stellt man die Toleranz um?
VG Josef
Hallo, gutes neues Jahr und danke für die schnelle Rückmeldung.
die GMS haben tatsächlich ein halbes tausendstel.
Bei den Servo Endstufen bin tatsächlich nicht sicher ob ich die richtig eingestellt habe. Ich verwende hier die AASD China Endstufen und hab eigentlich keine Ahnung wie man das macht. ich hab nach der relativ schlechten Englischen Anleitung die F Funktionen durchgearbeitet. Vielleicht kann mir hier noch jemand eine Anleitung schreiben wie des genau gemacht werden muss.
Die Servos fahren auch immer ein knappes grad hin und her sobald ich die Maschine im SIMCNC starte. bin mir nicht sicher ob das so sein soll.
Achja, wie stellt man die Toleranz um?
VG Josef
Quote from Toecutter on 2 January 2024, 07:17Guten Morgen und ein Gesundes Neues,
Das die servos beim Enable Signal sich bewegen ist normal, wie ist die Encoder Auflösung der Servos? In Verbindung mit der Spindelsteigung werden dann die Impulse pro mm errechnet, wenn dieser weg nicht zur Auflösung des GSM passt gibt es natürlich auch schleppfehler.
Guten Morgen und ein Gesundes Neues,
Das die servos beim Enable Signal sich bewegen ist normal, wie ist die Encoder Auflösung der Servos? In Verbindung mit der Spindelsteigung werden dann die Impulse pro mm errechnet, wenn dieser weg nicht zur Auflösung des GSM passt gibt es natürlich auch schleppfehler.
Quote from CS-Lab Support on 2 January 2024, 14:56Quote from Josef on 1 January 2024, 13:34Die Servos fahren auch immer ein knappes grad hin und her sobald ich die Maschine im SIMCNC starte. bin mir nicht sicher ob das so sein soll.
In the case of a properly tuned servo drive (velocity PID loop) and the CSMIO/IP-A controller (position PID loop), the drive should turn on without any jerks, producing a slight noise from the coils.
Regarding your problem, you should go back to the servo drive configuration and ensure that the velocity PID regulator is tuned correctly.
If you don't do this, your drive will behave like rubber, which means it will lag when you accelerate, and when you brake, it will jump forward.
I want to warn you that an incorrectly tuned velocity PID regulator in the servo drive cannot be compensated with the position PID controller in CSMIO/IP-A.
The control system has 3 PID loops, current, velocity and position. If one of these loops is tuned incorrectly, the weakest link in the chain will pose a problem.Instructions on how to tune the velocity loop can be found in the drive's manual.
You should also have the cable and diagnostic software to see the velocity error graph.
This is the only way to know if you are going in the right direction.Happy New Year!
Regards,
Wojtek.
Quote from Josef on 1 January 2024, 13:34Die Servos fahren auch immer ein knappes grad hin und her sobald ich die Maschine im SIMCNC starte. bin mir nicht sicher ob das so sein soll.
In the case of a properly tuned servo drive (velocity PID loop) and the CSMIO/IP-A controller (position PID loop), the drive should turn on without any jerks, producing a slight noise from the coils.
Regarding your problem, you should go back to the servo drive configuration and ensure that the velocity PID regulator is tuned correctly.
If you don't do this, your drive will behave like rubber, which means it will lag when you accelerate, and when you brake, it will jump forward.
I want to warn you that an incorrectly tuned velocity PID regulator in the servo drive cannot be compensated with the position PID controller in CSMIO/IP-A.
The control system has 3 PID loops, current, velocity and position. If one of these loops is tuned incorrectly, the weakest link in the chain will pose a problem.
Instructions on how to tune the velocity loop can be found in the drive's manual.
You should also have the cable and diagnostic software to see the velocity error graph.
This is the only way to know if you are going in the right direction.
Happy New Year!
Regards,
Wojtek.
Quote from CS-Lab Support on 2 January 2024, 15:06I want to add:
- if your scale has a resolution of 0.005mm, shouldn't the number of pulses per mm be 200?
- since one revolution of a servomotor shaft gives 2.5mm of axis displacement and the nominal revolutions of the servomotor are 1500RPM, the axis speed should be 62.5mm/s (1500RPM * 2.5mm / 60 = 62.5mm/s)
I want to add:
- if your scale has a resolution of 0.005mm, shouldn't the number of pulses per mm be 200?
- since one revolution of a servomotor shaft gives 2.5mm of axis displacement and the nominal revolutions of the servomotor are 1500RPM, the axis speed should be 62.5mm/s (1500RPM * 2.5mm / 60 = 62.5mm/s)
Quote from Josef on 2 January 2024, 20:36Quote from Toecutter on 2 January 2024, 07:17Guten Morgen und ein Gesundes Neues,
Das die servos beim Enable Signal sich bewegen ist normal, wie ist die Encoder Auflösung der Servos? In Verbindung mit der Spindelsteigung werden dann die Impulse pro mm errechnet, wenn dieser weg nicht zur Auflösung des GSM passt gibt es natürlich auch schleppfehler.Hallo, die Servos haben einen 2500ppr Encoder verbaut. Die Encoder der Endstufe sind jedoch nicht mit der IPA verunden, wie hängt das dann zusammen? Viele Grüße
Quote from Toecutter on 2 January 2024, 07:17Guten Morgen und ein Gesundes Neues,
Das die servos beim Enable Signal sich bewegen ist normal, wie ist die Encoder Auflösung der Servos? In Verbindung mit der Spindelsteigung werden dann die Impulse pro mm errechnet, wenn dieser weg nicht zur Auflösung des GSM passt gibt es natürlich auch schleppfehler.
Hallo, die Servos haben einen 2500ppr Encoder verbaut. Die Encoder der Endstufe sind jedoch nicht mit der IPA verunden, wie hängt das dann zusammen? Viele Grüße
Quote from Josef on 2 January 2024, 20:44Quote from CS-Lab Support on 2 January 2024, 15:06I want to add:
- if your scale has a resolution of 0.005mm, shouldn't the number of pulses per mm be 200?
- since one revolution of a servomotor shaft gives 2.5mm of axis displacement and the nominal revolutions of the servomotor are 1500RPM, the axis speed should be 62.5mm/s (1500RPM * 2.5mm / 60 = 62.5mm/s)
Quote from CS-Lab Support on 2 January 2024, 15:06I want to add:
- if your scale has a resolution of 0.005mm, shouldn't the number of pulses per mm be 200?
- since one revolution of a servomotor shaft gives 2.5mm of axis displacement and the nominal revolutions of the servomotor are 1500RPM, the axis speed should be 62.5mm/s (1500RPM * 2.5mm / 60 = 62.5mm/s)Hello, it's a mystery to me whether I have set the power amplifiers correctly. The included instructions are not particularly informative. The rulers actually have a resolution of 0.0005mm, is there the possibility of support during commissioning? Via video call, for example?
I corrected the value to 62.5, but the error is identical. Thank you and a great new Year
Quote from CS-Lab Support on 2 January 2024, 15:06I want to add:
- if your scale has a resolution of 0.005mm, shouldn't the number of pulses per mm be 200?
- since one revolution of a servomotor shaft gives 2.5mm of axis displacement and the nominal revolutions of the servomotor are 1500RPM, the axis speed should be 62.5mm/s (1500RPM * 2.5mm / 60 = 62.5mm/s)
Quote from CS-Lab Support on 2 January 2024, 15:06I want to add:
- if your scale has a resolution of 0.005mm, shouldn't the number of pulses per mm be 200?
- since one revolution of a servomotor shaft gives 2.5mm of axis displacement and the nominal revolutions of the servomotor are 1500RPM, the axis speed should be 62.5mm/s (1500RPM * 2.5mm / 60 = 62.5mm/s)
Hello, it's a mystery to me whether I have set the power amplifiers correctly. The included instructions are not particularly informative. The rulers actually have a resolution of 0.0005mm, is there the possibility of support during commissioning? Via video call, for example?
I corrected the value to 62.5, but the error is identical. Thank you and a great new Year
Quote from Toecutter on 3 January 2024, 18:27Ok, also mein Servos bewegen sich immer so um 0.1mm wenn das Enable Signal kommt.
Wie auch schon vom Support geschrieben, ist es unerlässlich das die die PID Regler in den Endstufen zu 100% Richtig eingestellt sind bevor du in Sim CNC das Autotunig laufen lässt.
Hast du zu den Servos eine Parametriersoftware dazu? 2500ppr hört sich nach Servos aus China an, die funktionierend, leider gibt es meistens eben kein Software dafür, ich habe die Suche nach bezahlbar mit Software auch schon hinter mir und letztlich bei Mitsubishi gelandet, erzähl doch mal was von deiner Maschine.
Gruß René
Ok, also mein Servos bewegen sich immer so um 0.1mm wenn das Enable Signal kommt.
Wie auch schon vom Support geschrieben, ist es unerlässlich das die die PID Regler in den Endstufen zu 100% Richtig eingestellt sind bevor du in Sim CNC das Autotunig laufen lässt.
Hast du zu den Servos eine Parametriersoftware dazu? 2500ppr hört sich nach Servos aus China an, die funktionierend, leider gibt es meistens eben kein Software dafür, ich habe die Suche nach bezahlbar mit Software auch schon hinter mir und letztlich bei Mitsubishi gelandet, erzähl doch mal was von deiner Maschine.
Gruß René
Quote from CS-Lab Support on 4 January 2024, 07:08We do not provide assistance via video calls; if your drive is not correctly tuned, it will not help.
You have to take care of the drive yourself. When it will very precisely achieve the set speed (because that is its task) then all you need to do is start automatic tuning in simCNC.
Unfortunately, I won't help you with tuning the drive, you have to go through it , it's not easy, but it is achievable and it will teach you a lot.Wojtek
We do not provide assistance via video calls; if your drive is not correctly tuned, it will not help.
You have to take care of the drive yourself. When it will very precisely achieve the set speed (because that is its task) then all you need to do is start automatic tuning in simCNC.
Unfortunately, I won't help you with tuning the drive, you have to go through it , it's not easy, but it is achievable and it will teach you a lot.
Wojtek
PARTNERS:

USA

Germany
![]()
Slovenia / Bosnia

Spain

South Africa
The Netherlands
![]()
Portugal

Greece
![]()
Hungary

Bulgaria
![]()
Kenya

Egypt

China

Serbia

Italy

Denmark

Finland

